



摘要:針對目前國內(nèi)人工包裝生鮮食品勞動強度大、生產(chǎn)效率低等問題,設(shè)計了一種負(fù)壓式生鮮食品包裝機。該包裝機由橫封裝置、切斷機構(gòu)、送膜機構(gòu)和縱封裝置等構(gòu)成,能夠一次性完成物料的輸送、封膜包裝作業(yè),可適用多種規(guī)格生鮮食品的包裝。通過FLUENT對后吸風(fēng)盒流場分析,采用截面參數(shù)lA和lB分別為25mm和64mm的直角盒型,并經(jīng)過試驗確定后吸風(fēng)盒吸風(fēng)口靜壓為32Pa。張膜輸送帶通過調(diào)整偏心滾筒,保證上部輸送帶和下部輸送帶之間有足夠的壓力。樣機試驗表明: 包裝機對于生鮮食品的包裝速度為49.4包/min,包裝率為99.4%,鼓包率為5%,基于負(fù)壓式原理的負(fù)壓式生鮮食品包裝機達到了生鮮食品包裝作業(yè)要求。
關(guān)鍵詞: 負(fù)壓;包裝機;生鮮食品;設(shè)計;試驗
引言
生鮮食品具有新鮮、美味、營養(yǎng)價值高的特點,需求量增長迅速,已占據(jù)食品總量相當(dāng)大的份額。生鮮食品主要包括五大類型,即果蔬、水產(chǎn)品、肉類以及由西式生鮮制品衍生而來的熟食和面包等。我國生鮮食品產(chǎn)后包裝機械化水平很低,主要依靠人工,勞動強度大,生產(chǎn)效率低,易產(chǎn)生食品安全問題,與歐美經(jīng)濟發(fā)達國家全程機械化相比,存在重大差距,嚴(yán)重制約生鮮產(chǎn)業(yè)健康發(fā)展,因此研制高效可靠生鮮食品包裝機具有重要意義。
在生鮮食品的包裝方法上,加工企業(yè)和超市最常用聚氯乙烯(Polyvinyl chloride,PVC) 膜和包裝盒包裝方法,在包裝盒中放置生鮮食品,然后裹上一層PVC膜實現(xiàn)包裝,包裝成本低,可有效降低生鮮食品損失,并且外形美觀。對于這種包裝方式,全世界包裝裝備有負(fù)壓式和四折膜板式兩種型式。我國的生鮮食品包裝機械目前還處于起步階段,主要是人工包裝或者使用簡易封口設(shè)備包裝。華聯(lián)機械集團開發(fā)了一款面向超市的TW-550E型保鮮膜拼接機,恒溫截切、收縮,由人工進行操作,屬于簡易包裝設(shè)備,效率較低。文獻對四折膜板式原理的生鮮食品包裝機進行了研究,但僅處于專利形式,不夠深入。目前國內(nèi)尚未檢索到基于負(fù)壓式橫封裝置的枕式包裝機相關(guān)研究報道。
2016年,意大利FABBRI公司將基于四折膜板式的生鮮食品包裝機第一次引入我國,引進價格約為60萬元,價格高昂,極大地提高了生產(chǎn)成本。在結(jié)構(gòu)方面,負(fù)壓式包裝機主要采用機械機構(gòu),相對于四折膜板式在系統(tǒng)控制方面開發(fā)難度較小,因此本文設(shè)計一種負(fù)壓式生鮮食品包裝機,對關(guān)鍵部件進行分析和設(shè)計,并對樣機進行試驗測試,為后續(xù)市場化推廣提供依據(jù)。
1 總體結(jié)構(gòu)與工作原理
1.1 裝置作業(yè)對象
本研究設(shè)計的負(fù)壓式生鮮食品包裝機主要使用的包裝材料是目前人工包裝水果、蔬菜、肉類等冷鮮產(chǎn)品廣泛使用的PVC保鮮膜及包裝盒,如圖1所示。PVC保鮮膜主要用來包覆包裝物品以及包裝盒,PVC材料具有一定的自粘性,目前超市使用廣泛。包裝盒作為包裝物品的主要承載體,通常為聚對苯二甲酸乙二醇酯( Polyethylene terephthalate,PET) 或者聚丙烯( Polypropylene,PP) 材質(zhì),具有強度高、質(zhì)量輕、便于運輸?shù)奶攸c。

圖1 包裝機所用包裝盒和PVC膜
1.2 整機結(jié)構(gòu)與工作原理
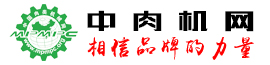
負(fù)壓式生鮮食品包裝機主要由送膜機構(gòu)(張膜輸送帶) 、輸送裝置、縱封裝置、切斷機構(gòu)以及橫封裝置(前吸風(fēng)盒、輥子輸送機和后吸風(fēng)盒) 構(gòu)成,能夠一次性完成物料的輸送、封膜包裝作業(yè)。包裝機采用模塊化劃分,通過功能分析,將各功能的實現(xiàn)由特定的機構(gòu)來完成。包裝機結(jié)構(gòu)示意圖如圖2所示。其送膜機構(gòu)位于機架的最前方,用于輸送保鮮膜;輸送裝置位于機架的中軸線上,用于包裝盒和包裝物料的輸送;縱封裝置( 部分文獻稱之為中封裝置) 位于機架中央,輸送裝置下方,用于完成保鮮膜的卷筒制袋成型以及縱向封合;切斷機構(gòu)位于機架上部,主要用于切斷包裝盒之間保鮮膜;負(fù)壓式生鮮食品包裝機的橫封裝置位于機架的后方,通過負(fù)壓吸膜的方式完成保鮮盒前后保鮮膜的橫封作業(yè)。
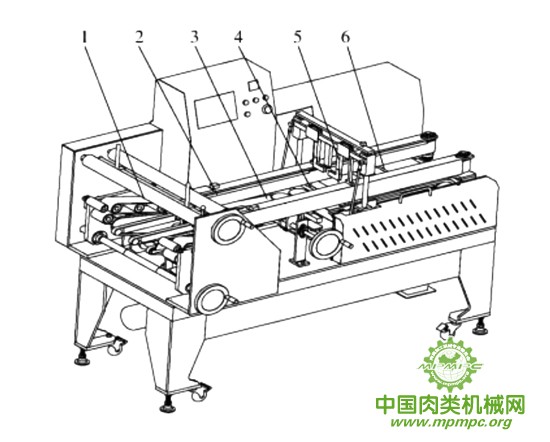
圖2 包裝機結(jié)構(gòu)示意圖
1.送膜機構(gòu) 2.輸送裝置 3.縱封裝置 4.前吸風(fēng)盒 5.切斷機構(gòu) 6.輥子輸送機和后吸風(fēng)盒
包裝機工作原理如圖3所示,包裝機作業(yè)時,保鮮膜放置于送膜機構(gòu)上,通過送膜機構(gòu)(張膜輸送帶) 滾筒牽引將保鮮膜輸送到機架后方,裝有物料的包裝盒喂入到輸送裝置輸送帶上,此時包裝盒上方就是保鮮膜,保鮮膜和包裝盒同步向下一工位運動。當(dāng)保鮮膜經(jīng)過縱封裝置,縱封裝置將保鮮膜收緊,保鮮膜被收攏成筒形,完成保鮮膜的制袋成型,此時包裝盒被包裝在筒形的保鮮膜內(nèi)。輸送裝置繼續(xù)向前輸送,切斷機構(gòu)完成前后2個包裝盒之間保鮮膜的切斷。切斷后的保鮮膜分成兩段,包裝盒b的后部膜被吸入后吸風(fēng)盒,包裝盒a的前部膜被吸入前吸風(fēng)盒; 輸送裝置帶動包裝盒繼續(xù)前進,包裝盒b 通過底部輥子輸送機和后吸風(fēng)盒配合實現(xiàn)后封膜,包裝盒a通過刮板和前吸風(fēng)盒實現(xiàn)前封膜,完成一個生鮮食品包裝機橫封的作業(yè)循環(huán)。
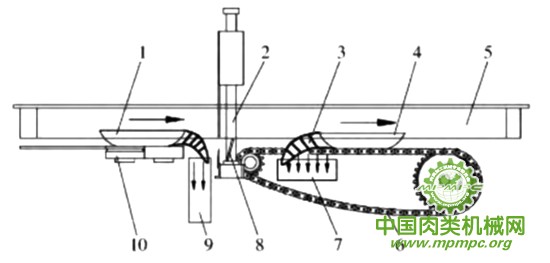
圖3 工作原理圖
1.包裝盒a 2.切斷機構(gòu) 3.PVC 膜 4.包裝盒 b 5.輸送機構(gòu)
6.輥子輸送機 7.后吸風(fēng)盒 8.刮板 9.前吸風(fēng)盒 10.縱封裝置
2 關(guān)鍵部件設(shè)計
2.1 后吸風(fēng)盒和輥子輸送機
后吸風(fēng)盒和輥子輸送機是實現(xiàn)包裝盒后部PVC膜橫封的核心部件,2個部件通過配合完成橫封作業(yè)。
2.1.1 后吸風(fēng)盒
后吸風(fēng)盒為獨立部件,其截面為矩形,后部有圓形的吸風(fēng)口,在上部有矩形的進風(fēng)口,其結(jié)構(gòu)如圖4a所示。后部圓形的吸風(fēng)口用于連接離心風(fēng)機,產(chǎn)生負(fù)壓;上部矩形的進風(fēng)口用于吸膜。包裝機含有大量執(zhí)行和傳動機構(gòu),由于包裝機其他機械結(jié)構(gòu)的影響,后吸風(fēng)盒的安裝設(shè)計空間十分有限。在保證能夠執(zhí)行吸膜作用的同時,還要保證不能和輥子輸送機等部件發(fā)生干涉,因此后吸風(fēng)盒截面設(shè)計成類似矩形。后吸風(fēng)盒主視圖如圖4b所示,選取后風(fēng)盒橫截面上部長度lA和下部寬度lB作為結(jié)構(gòu)優(yōu)化的關(guān)鍵參數(shù)進行優(yōu)化。
圖4 后吸風(fēng)盒結(jié)構(gòu)簡圖
為明確吸風(fēng)盒內(nèi)部氣室的流場分布規(guī)律,進行結(jié)構(gòu)優(yōu)化,利用計算流體力學(xué)軟件Fluent對后吸風(fēng)盒的流場進行計算機數(shù)值模擬。對后風(fēng)盒流場進行流體仿真計算,必須對流體的流動狀態(tài)判斷及相關(guān)核心參數(shù)分析,判斷流動是層流還是湍流,雷諾數(shù)定義為 公式(略)請參見雜志或下載電子版
式中 Re——雷諾數(shù)
d——特征長度,對于圓管流動取圓管的直徑,m
v——空氣流速,m/s
μ——動力粘度系數(shù),Pa·s
ρ——流體密度,kg/m3
對于管道中的流動問題,當(dāng)雷諾數(shù)大于2300時,應(yīng)用湍流模型進行分析。對于后部圓形的吸風(fēng)口,直徑為87mm。我國規(guī)定的風(fēng)機標(biāo)準(zhǔn)進口狀態(tài)是指:工作介質(zhì)為空氣,壓強為101.325kPa,溫度為20℃,相對濕度為50%的濕空氣狀態(tài),空氣密度為1.2kg/m3。在后吸風(fēng)盒流場的流體仿真中,將空氣不視為理想氣體,在計算中,空氣的動力粘度系數(shù)μ在壓強為101.325kPa、溫度為20℃條件下,取值為1.8×10-5Pa.s??諝饬魉贋?6m/s,代入式(1) 計算可得后部圓形吸風(fēng)口Re為1.5×105,遠大于臨界值2300,因此為湍流。
對于上部矩形的進風(fēng)口,屬于異形管道內(nèi)的流動,特征長度取水力直徑dH,其表達式為 公式(略)請參見雜志或下載電子版
式中 A1——過流斷面的面積,m2
L1——過流斷面上流體域固體接觸周長,m
上部矩形的進風(fēng)口取最大的進風(fēng)面積,水力直徑dH為0.075m,矩形進風(fēng)口風(fēng)速為8.4m/s,代入式(1) ,經(jīng)過計算上部矩形的進風(fēng)口雷諾數(shù)Re為4.2×104,因此也為湍流,最終選用湍流模型計算,將特征長度d和空氣流速v等計算結(jié)果代入Fluent中進行流場計算。
湍流模型計算公式為 公式(略)請參見雜志或下載電子版
式中 φ——通用傳輸量
Γ——廣義擴散系數(shù)
δ——流體速度矢量
S——廣義源項
通過Fluent中Standard k-e模型進行流場分析,后吸風(fēng)盒氣流場速度矢量模擬結(jié)果如圖5所示。整體上壓強從圓形吸風(fēng)口到矩形進風(fēng)口逐漸降低,但是在拐角處由于小區(qū)域的旋流導(dǎo)致壓強發(fā)生一定的突變; 在后吸風(fēng)盒靠近圓形吸風(fēng)口的最上部和最下部所形成的壓強最大;對于矩形進風(fēng)口處的壓強,其吸膜強度隨遠離吸風(fēng)口逐漸降低,形成一定不同壓強層。優(yōu)化前后吸風(fēng)盒矩形進風(fēng)口處壓強為-329~-45Pa,經(jīng)過Fluent仿真優(yōu)化計算得出,后吸風(fēng)盒在截面參數(shù)lA和lB分別為25mm和64mm時,矩形進風(fēng)口處壓強為-948~-156Pa,此結(jié)構(gòu)參數(shù)下能取得較好的吸風(fēng)口壓強效果。
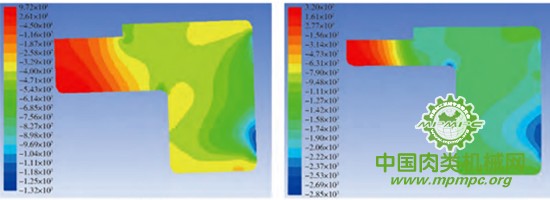
圖5 后吸風(fēng)盒氣流場速度矢量圖
2.1.2 輥子輸送機
輥子輸送機結(jié)構(gòu)如圖6所示。后吸風(fēng)盒吸風(fēng)口為敞開式結(jié)構(gòu),后吸風(fēng)盒安裝于輥子輸送機前部。輥子輸送機主要由單排滾子鏈、托輥、主動鏈輪和從動鏈輪組成,其中單排鏈上的托輥有連續(xù)11節(jié)不安裝。
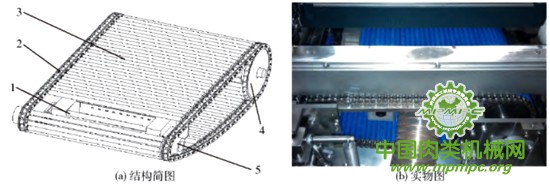
圖6 后吸風(fēng)盒和輥子輸送機結(jié)構(gòu)示意圖
1.后吸風(fēng)盒 2.單排滾子鏈 3.托輥 4.主動鏈輪 5.從動鏈輪
包裝機伺服電機轉(zhuǎn)速n1=2700r/min,經(jīng)減速器變速后,輥子輸送機主動軸轉(zhuǎn)速n2=180r/min。主動鏈輪齒數(shù)z1=31,從動鏈輪齒數(shù)z2=13,傳動比i=2.38。根據(jù)實際工作狀況選取鏈條型號為08A,節(jié)距P為12.7mm,則滾子鏈的速度為
由式(4) 計算得出滾子鏈的平均速度v2=0.98m/s。
輸送機構(gòu)帶動包裝盒運行速度為v1= 0.35m/s,滾子鏈運行速度v2大于包裝盒運行速度v1,滾子鏈的平均速度能夠?qū)崿F(xiàn)對包裝盒后部PVC膜的折疊,滿足橫封裝置包裝工藝要求。
包裝機包裝物品運行周期T= 1.2s,一個周期滾子鏈需要運轉(zhuǎn)一圈,則鏈長為 公式(略)請參見雜志或下載電子版
L= v2T (5)
由式(5)計算得出滾子鏈的鏈長為L=1.18m。
2.1.3 裹膜過程力學(xué)特性分析
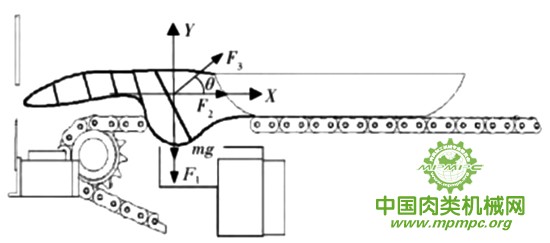
圖7 PVC膜受力分析簡圖
對包裝盒后部PVC膜的受力狀況進行力學(xué)特性分析,如圖7所示。當(dāng)包裝盒運動到特定位置時,切刀切斷前后包裝盒之間的PVC 膜。此時PVC膜主要受力有后吸風(fēng)盒的吸力F1、托輥的推力F2、拉伸的PVC膜剪斷時的彈力F3,以及自身重力mg,圖中θ為彈力F3與X軸的夾角。其中 公式(略)請參見雜志或下載電子版
F1=pA2 (6)
式中 p——后吸風(fēng)盒吸風(fēng)口靜壓(真空度) ,Pa
A2——PVC 膜受力面積,m2
Δl——PVC膜拉伸長度,m
l——PVC膜原長,m
E——PVC膜彈性模量,Pa
A3——PVC膜橫截面積,m2
PVC膜能被順利吸入到后吸風(fēng)盒中的必要條件為 公式(略)請參見雜志或下載電子版
式中 Fy——PVC膜受到的Y方向合力,N
Fx——PVC膜受到的X方向合力,N
由以上力學(xué)分析可知,包裝盒后部PVC膜的裹膜過程,需要通過作用力Fy實現(xiàn)吸膜,而作用力Fy主要是通過風(fēng)機后吸風(fēng)盒吸風(fēng)口靜壓來實現(xiàn),因此風(fēng)機后吸風(fēng)盒吸風(fēng)口靜壓為最重要影響因素。
以橫封率為試驗指標(biāo),后吸風(fēng)盒吸風(fēng)口靜壓對橫封率的影響如圖8所示,包裝盒后部橫封率隨靜壓的增大而增加。當(dāng)風(fēng)口靜壓大于32Pa,包裝盒后部橫封率達到100%;而當(dāng)風(fēng)口靜壓小于8Pa,包裝盒后部橫封率則低于91%;當(dāng)關(guān)閉風(fēng)機,直接使膜自然下落,包裝盒后部橫封率為40%,這主要是因為PVC 膜本身彈性模量非常低,在自身重力的作用下,PVC膜切斷后會自然下落,拖到包裝盒尾部,有可能進入風(fēng)盒中,因此也有一定的橫封率。因此,優(yōu)選后吸風(fēng)盒吸風(fēng)口靜壓為32Pa。
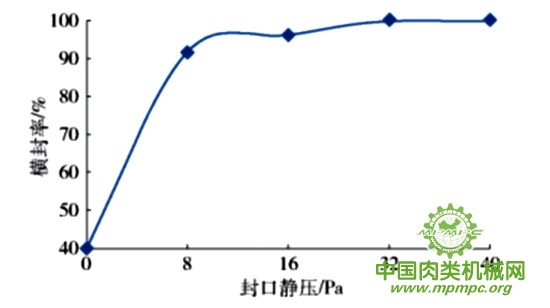
圖8 不同風(fēng)口靜壓時的橫封率變化曲線
2.2 張膜輸送帶
送膜機構(gòu)是將保鮮膜輸送和進行一定程度上的拉伸操作的機械裝置。對于負(fù)壓式生鮮食品包裝機,送膜功能主要由送膜機構(gòu)的張膜輸送帶完成,張膜輸送帶也是送膜機構(gòu)的主要部件。張膜輸送帶主要由4個偏心張緊滾筒、主動滾筒、2個托輥組成,如圖9所示。主動滾筒位于張膜輸送帶最后方,作為動力滾筒,提供動力;2個托輥位于下部輸送帶的中間,本身不可以調(diào)節(jié),起支撐作用;4個偏心張緊滾筒分別位于下部輸送帶的最前方,上部輸送帶全部由偏心滾筒支撐,通過調(diào)整4個偏心滾筒,保證上部輸送帶和下部輸送帶之間有足夠的壓力。作業(yè)時保鮮膜需要在原有寬度上進行一定程度的拉伸,拉伸主要靠張膜輸送帶完成。張膜輸送帶夾緊保鮮膜,具體拉伸程度需根據(jù)使用的包裝盒和保鮮膜型號決定,本機使用300~400mm的PVC膜。
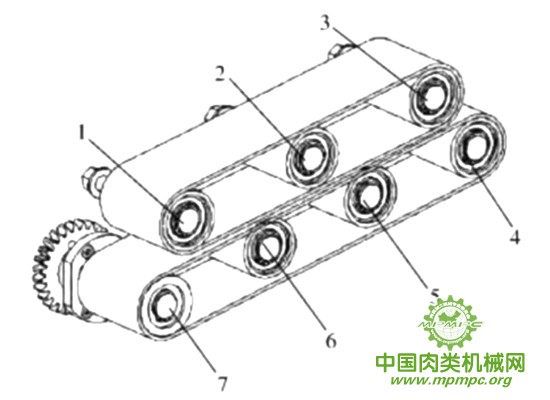
圖9 張膜輸送帶結(jié)構(gòu)示意圖
1、2、3、7.偏心張緊滾筒 4.主動滾筒 5、6.托輥
2.3 切斷機構(gòu)
前后包裝盒之間PVC 膜的切斷由切斷機構(gòu)完成,凸輪連桿式切斷機構(gòu)如圖10所示,從圖中可以看出,切斷機構(gòu)是以一個盤形凸輪為原動件,通過多連桿帶動上刀座、下切刀實現(xiàn)對PVC膜切割運動的機構(gòu)。凸輪G為升-停-降型盤形槽凸輪,從動件為簡諧運動規(guī)律,柔性沖擊并且最大加速度相對較小。
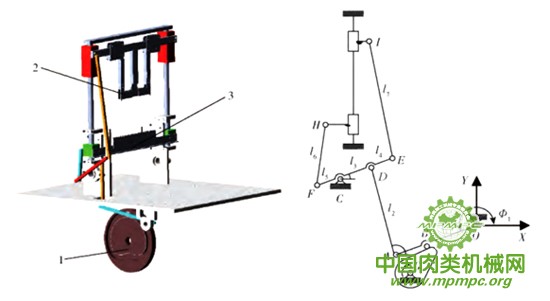
圖10 切斷機構(gòu)模型
1.槽凸輪 2.上切刀座 3.下切刀
通過ADAMS的二次規(guī)劃算法(OPTDESSQP)進行優(yōu)化后,凸輪連桿式切斷機構(gòu)的參
數(shù)組合如表1所示。
表1 機構(gòu)運動有關(guān)參數(shù)
| 參數(shù) | 數(shù)值 | 參數(shù) | 數(shù)值 |
| 擺桿OA的長度l1/mm | 257 | 連桿EI的長度l7/mm | 360 |
| 連桿AD的長度l2/mm | 154 | 擺桿OA的初始相位角Φ1/( °) | 171.22 |
| 擺桿EF的CD段長度l3/mm | 90 | 凸輪G的角速度ω/(rad·s-1) | 5.2124 |
| 擺桿EF的CE段長度l4/mm | 139.5 | 擺桿OA的升程回程轉(zhuǎn)角λ/(°) | 17.6 |
| 擺桿EF的CF段長度l5/mm | 40 | 凸輪G的升程轉(zhuǎn)角η/(°) | 72.6 |
| 連桿FH的長度l6/mm | 102.8 | 凸輪G的回程轉(zhuǎn)角η'/(°) | 72.6 |
3 性能試驗
3.1 設(shè)備與材料
負(fù)壓式生鮮食品包裝機在中國農(nóng)業(yè)機械化科學(xué)研究院國家農(nóng)產(chǎn)品加工技術(shù)研發(fā)中心農(nóng)產(chǎn)品加工裝備分中心進行試驗。該試驗采用自行設(shè)計的試驗樣機,如圖11所示。包裝機的主動軸由2臺伺服電機(ELTA ECMA-C10804R7型,3000r/min)驅(qū)動,由伺服驅(qū)動器(ASD-A2-0421-M型)控制并驅(qū)動伺服電機,前吸風(fēng)盒和后吸風(fēng)盒各配套2臺吸氣風(fēng)機(GIMPOX PF-125-1型,220V,最大靜壓0.7kPa),吸氣風(fēng)機轉(zhuǎn)速由變頻器(Siemens MM420)進行控制。
試驗材料為包裝機使用的PET包裝盒和PVC保鮮膜(恩希愛M-350),包裝物品為市場采購的新鮮蔬菜。

圖11 包裝機樣機
3.2 試驗方法和指標(biāo)
由于生鮮食品包裝機目前在國內(nèi)還屬于起步階段,我國還沒有制定生鮮食品包裝機械性能試驗方法的國家標(biāo)準(zhǔn),因此針對本文設(shè)計制造的負(fù)壓式生鮮食品包裝機,選取包裝率、鼓包率和包裝速度3個生鮮食品生產(chǎn)企業(yè)最重視的問題作為考察包裝機作業(yè)質(zhì)量和工作性能的指標(biāo)。包裝機作業(yè)試驗中,包裝速度、包裝率和鼓包率從不同角度反映裝備的作業(yè)性能。包裝率和鼓包率主要反映裝備的包裝質(zhì)量,包裝速度主要反映裝備的生產(chǎn)能力和生產(chǎn)效率。
包裝率,是指在包裝過程中包裝盒的縱封和橫封都能順利完成,計算公式為 公式(略)請參見雜志或下載電子版
鼓包,是指在包裝過程中包裝盒的縱封和橫封都能順利完成,但是包裝的PVC膜內(nèi)部出現(xiàn)鼓包現(xiàn)象,鼓包率計算公式為 公式(略)請參見雜志或下載電子版
包裝速度,是指在包裝過程中包裝盒每分鐘能夠包裝的包裝盒數(shù)量,計算公式為 公式(略)請參見雜志或下載電子版
式中N1——包裝機作業(yè)后成功包裝的包裝盒數(shù)量,包
N2——包裝機作業(yè)后出現(xiàn)PVC 膜鼓包的包裝盒數(shù)量,包
N——包裝機作業(yè)后總的包裝盒數(shù)量,包
t——包裝機作業(yè)時間,min
3.3 試驗結(jié)果與分析
負(fù)壓式生鮮食品包裝機包裝效果如圖12所示,對于目前農(nóng)產(chǎn)品加工企業(yè)最常用的2016盒型、3010盒型和1910盒型分別進行包裝試驗,包裝機均能達到良好的包裝效果。同時將包裝機包裝和目前超市人工包裝的產(chǎn)品進行包裝效果對比,如圖13所示,從圖中可以看出,人工包裝產(chǎn)品背部撕扯痕跡明顯,PVC膜有翹起現(xiàn)象;而對于包裝機機器包裝產(chǎn)品背部PVC膜接縫整齊,切口平直,PVC膜完全貼合包裝盒底部,包裝機機器包裝效果好于人工包裝。

圖12 樣機包裝效果
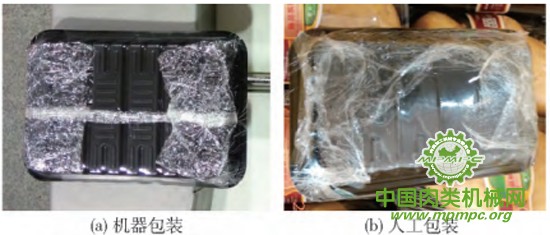
圖13 機器和人工包裝效果對比
負(fù)壓式生鮮食品包裝機樣機試驗結(jié)果如表2所示,樣機對于生鮮食品的包裝速度為49.4包/min,滿足生鮮食品包裝機包裝作業(yè)的速度設(shè)計要求,生產(chǎn)效率可代替食品加工廠8~10個工人。包裝率為99.4%,鼓包率為5%,均在可接受范圍內(nèi),樣機的作業(yè)質(zhì)量指標(biāo)均滿足設(shè)計要求。負(fù)壓式生鮮食品包裝機價格比國外同類機型降低20%~30%。試驗表明,基于負(fù)壓式原理的生鮮食品包裝機,可以較好的滿足生產(chǎn)企業(yè)的需求。
表2 樣機試驗結(jié)果
| 序號 | 包裝率/% | 鼓包率/% | 包裝速度/(包·min-1) |
| 1 | 99 | 5 | 50 |
| 2 | 100 | 8 | 49 |
| 3 | 98 | 4 | 48 |
| 4 | 100 | 3 | 50 |
| 5 | 100 | 5 | 50 |
| 均值 | 99.4 | 5 | 49.4 |
4 結(jié)論
(1) 設(shè)計了一種負(fù)壓式生鮮食品包裝機,確定了包裝機整機結(jié)構(gòu),降低了勞動強度,為生鮮食品包裝提供了設(shè)備平臺。
(2) 通過理論分析和性能試驗,確定了生鮮食品包裝機關(guān)鍵部件的結(jié)構(gòu)及工作參數(shù):通過Fluent流場分析,后吸風(fēng)盒采用直角盒型,在截面參數(shù)lA和lB分別為25mm和64mm時,能取得較好的吸風(fēng)口壓強效果,并通過試驗確定后吸風(fēng)盒吸風(fēng)口靜壓為32Pa;張膜輸送帶通過調(diào)整偏心滾筒,保證上部輸送帶和下部輸送帶之間有足夠的壓力;對凸輪連桿式切斷機構(gòu)通過ADAMS進行結(jié)構(gòu)優(yōu)化設(shè)計。
(3) 負(fù)壓式生鮮食品包裝機樣機試驗表明,包裝機可滿足多種規(guī)格食品的包裝,并且包裝效果優(yōu)于人工包裝。樣機對于生鮮食品的包裝速度為49.4包/min,包裝率為99.4%,鼓包率為5%,基于負(fù)壓式原理的負(fù)壓式生鮮食品包裝機達到了生鮮食品包裝作業(yè)要求。

用")

