



真空包裝技術(shù)迄今已有五十年的歷史。1963年,真空包裝的先驅(qū)奧地利制造商Busch開發(fā)了首臺(tái)專為真空包裝打造的真空泵。如今,在全球數(shù)之不盡的包裝機(jī)上都能見到Busch真空泵的身影。
1963年制造的首批真空包裝真空泵的實(shí)際工作原理一直沿用至今。除此之外,Busch還不斷開發(fā)新型真空泵,以滿足新的市場(chǎng)需求。真空泵是所有包裝機(jī)的核心部件,這一點(diǎn)也從未改變。包裝機(jī)質(zhì)量的好壞主要取決于真空泵的質(zhì)量,進(jìn)而影響包裝質(zhì)量。

正確選擇真空泵和優(yōu)化真空泵設(shè)計(jì)在很大程度上決定了包裝質(zhì)量,進(jìn)而決定了包裝產(chǎn)品的貯藏壽命及其保質(zhì)期限。此外,真空泵的正確選用也會(huì)影響包裝機(jī)的操作安全性和經(jīng)濟(jì)適用性。如需達(dá)到真空包裝的最佳效果,考慮整個(gè)肉品加工流程是不可或缺的,只有這樣才能整合加工環(huán)節(jié)的所有參數(shù),以優(yōu)化物理包裝過程。
禽畜宰殺后,其肉品會(huì)經(jīng)歷幾個(gè)生化過程。前期,由于肌纖維中會(huì)形成乳酸,間接導(dǎo)致肉質(zhì)變硬、變干。該階段的后期,蛋白代謝酶又會(huì)讓肉類組織變得松軟,使得肉品再次吸收水分,變得柔嫩多汁。然而,如果該過程持續(xù)過長(zhǎng),蛋白代謝過多,就會(huì)導(dǎo)致氨的生成,使肉變得無(wú)法食用。因此,肉質(zhì)老化和腐壞的過程是相互交融的。
真空包裝的目的旨在抽出肉中的氧氣抽出,減少喜氧細(xì)菌的活動(dòng),繼而大幅延長(zhǎng)食品貯藏時(shí)間。抽取氧氣可以極大地延緩肉質(zhì)老化過程,實(shí)現(xiàn)肉品長(zhǎng)期保質(zhì)。
物理包裝過程
抽吸包裝機(jī)腔內(nèi)的空氣可降低壓力,減少剩余氧氣含量。同時(shí),肉品從內(nèi)到外的壓力均會(huì)有所下降,使肉內(nèi)氣體夾雜物向外擴(kuò)張并溢出。如果肉品含有大量水分,其表面水分會(huì)在蒸汽壓力過低的情況下蒸發(fā),這會(huì)導(dǎo)致腔內(nèi)氣體急劇增加。此時(shí),必須通過真空泵將多余水蒸氣抽出方可緩慢降低壓力。肉品表面的這種可蒸發(fā)水分以及肉品本身溫度,都會(huì)對(duì)包裝機(jī)腔內(nèi)所需的壓力產(chǎn)生相當(dāng)大的影響。
向包裝機(jī)腔內(nèi)充氣會(huì)使包裝袋緊貼肉品表面,同時(shí)將袋內(nèi)剩余空氣進(jìn)行壓縮。由于剩余空氣會(huì)溢出肉品,真空包裝工藝后包裝袋內(nèi)的壓力會(huì)再次上升,上升程度取決于產(chǎn)品的組成成分(即氣體夾雜物和含水量)。實(shí)現(xiàn)最佳包裝效果所需的壓力取決于肉品的組成成分。
水蒸氣允許量
水蒸氣允許量是真空泵的一個(gè)重要參數(shù),該參數(shù)必須視具體的使用情況而定。
真空泵水蒸氣允許量受以下參數(shù)影響:
1.真空泵工作環(huán)境的壓力范圍;
2.當(dāng)時(shí)的環(huán)境溫度和產(chǎn)品溫度;
3.真空泵運(yùn)行方式;
4.真空泵在包裝機(jī)內(nèi)的安裝位置。
壓力范圍
包裝機(jī)內(nèi)可達(dá)到的壓力范圍取決于真空泵和包裝機(jī)本身的性能。Busch先進(jìn)的旋片式真空泵可實(shí)現(xiàn)0.1hPA(mbar)的最終壓力。
包裝機(jī)抽空時(shí)間受多種因素制約,如包裝機(jī)的腔體尺寸、凈容量、真空循環(huán),真空口以及真空泵吸氣能力等。
水的“三相點(diǎn)”是指通常在約6hPa(mbar)壓力時(shí)水的三種相態(tài)(固態(tài)、液態(tài)和氣態(tài))共存的點(diǎn)。在某些情況下,真空包裝周期內(nèi)“三態(tài)點(diǎn)”的達(dá)到速率也取決于以上所列因素。
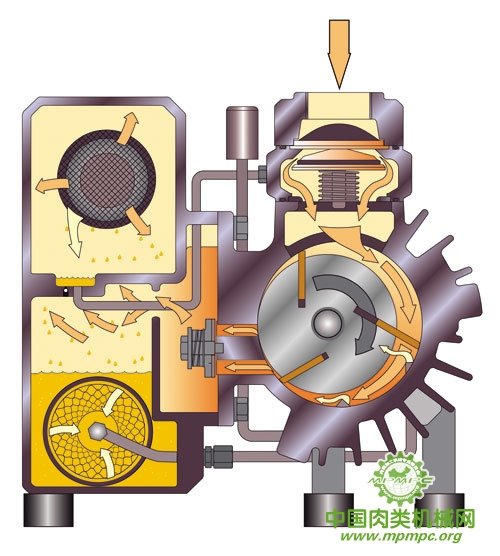
圖1 R 5 油潤(rùn)滑旋片真空泵產(chǎn)品內(nèi)部結(jié)構(gòu)圖
溫度
根據(jù)《奧地利肉類食品衛(wèi)生管理》規(guī)定,最高環(huán)境溫度為12℃;最高產(chǎn)品溫度則為7℃。具體數(shù)值根據(jù)實(shí)際情況而定。兩種溫度指標(biāo)對(duì)于真空泵的工作溫度均有直接影響。
安裝與運(yùn)行
真空泵安裝方式(安裝場(chǎng)所、通風(fēng)狀況等)以及包裝機(jī)運(yùn)行模式(循環(huán)運(yùn)行模式或間歇運(yùn)行模式)也會(huì)對(duì)真空泵的工作溫度產(chǎn)生顯著的影響。
根據(jù)經(jīng)驗(yàn),真空泵的工作溫度越高,水蒸氣允許量就越高。
最佳包裝效果
在真空泵設(shè)計(jì)階段,必須充分考慮各種獨(dú)立影響因素之間的相互作用,以確保達(dá)到最理想的包裝效果。全面考慮肉品加工過程以及真空泵制造商、包裝機(jī)制造商和操作者之間的配合,是獲得最佳包裝質(zhì)量的首要前提條件。
Busch一直致力于真空包裝產(chǎn)品的開發(fā),數(shù)十年來(lái)積累了大量豐富的專業(yè)經(jīng)驗(yàn),在業(yè)內(nèi)擁有無(wú)可匹敵的市場(chǎng)競(jìng)爭(zhēng)力。Busch在全球擁有57家子公司,一直是包裝行業(yè)提供最佳真空解決方案的專家。

用")

